


При применении РВС-технологии поверхности зон трения покрываются хорошо совместимой со сталью металлокерамикой - наиболее стойким на истирание материалом, обладающим отличными антикоррозийными и диэлектрическими свойствами и другими свойствами, придающими механизмам ранее недоступные эксплуатационные характеристики.
| Даже очень хорошо подготовленная поверхность стали при детальном рассмотрении под микроскопом имеет вид вспаханного поля с чередой пиков, кратеров и редких равнин между ними, как на рис.1. |  |
| В процессе движения этих поверхностей друг относительно друга их наиболее выступающие пики (рис.2) приходят в соприкосновение и выбивают друг друга, образуя на обеих поверхностях по микрократеру(рис.3) |  |
| Место локального контакта на поверхностях пар трения крупным планом показано на рис.3. В каждый последующий момент работы будут соприкасаться выступы микрорельефа, добавляя в масло все новые и новые частицы металла, увеличивая зазоры. |  |
| В соответствии с технологией РВС (частицы зеленого цвета) добавляются в носитель, в данном случае - масло, причем не новое, а уже имеющее в своем составе продукты трения ( серого цвета). Если условно разделить протекающие процессы на этапы, то можно представить себе картину следующим образом. За счет высоких абразивных свойств РВС в местах контакта происходит суперфинишная обработка поверхностей трения - очистка нагаров, окислов, деструктурированного масла. В местах локального контакта в микрообъемах возникают высокие температуры (до 1000 град С и более), что приводит к инициации мирометаллургических процессов микросхватывания, микросваривания и шаржирования. В результате происходит "приплавление” частиц РВС к кристаллической решетке поверхностного слоя стали (рис.4) Практически одновременно с этим происходит нагартовка несработанных частиц РВС, частиц металла и других продуктов трения в углубления микрорельефа. Поскольку элементы РВСов работают как катализаторы, постольку в местах нагартовкн создаются условия для активного протекания окислительно-восстановительных процессов. В результате этих реакций материалы РВС диффундируют в подложку, укрепляя ее поверхностный слой. | 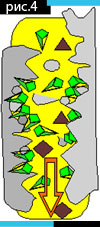 |
| Одновременно в пограничной области происходит образование новых кристаллов, нарощенных на кристаллической решетке металла. Они показаны зеленым цветом на рис 5. В дальнейшем эти кристаллы ориентируются вдоль поля и срастаются, образуя на всей поверхности пятна контакта непрерывный ряд твердых растворов или, как мы понимаем, монокристаллы ( рис.6 ). Все вышеуказанные процессы на самом деле протекают практически одновременно и имеют место до тех пор, пока в носителе не иссякнет добавленный строительный материал РВСа или пока в системе не наступит равновесие: все зазоры будут выбраны до оптимальной величины, определяемой термодинамическими процессами, протекающими в каждой точке локального контакта данной системы. В конечном счете оптимизация зазоров в местах контакта определяется конструктивными особенностями самой системы и всего агрегата в целом. |  |
| еперь
в местах контакта вместо трения металл-металл будет керамика-керамика, а
эта пара имеет существенно меньший коэффициент трения и гораздо
большую износоустойчивость. Ярким примером преимущества нашей
технологии служит процесс "холодного” запуска двигателя внутреннего
сгорания, когда наши покрытия уже работают, а масла и присадки к ним -
еще нет. По некоторым оценкам трение при "холодном” запуске создает от
50 до 80 % износа двигателя. Следовательно, изменение режимов трения
при запуске двигателя -это способ существенного повышения его ресурса. Кроме того, после нашей обработки существенно меняется роль масла - оно уже не должно выполнять роль эффективного третьего тела в паре трения, а лишь выполнять функцию теплоотвода. Поэтому в ряде случаев, когда не слишком сильно нарушаются температурные режимы, агрегаты могут работать вообще без масла, что, как известно, в обычном случае очень быстро приводит к катастрофическим последствиям. | 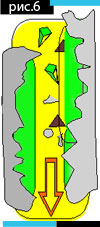 |
